Клей TRICOL 2K PU HV.N
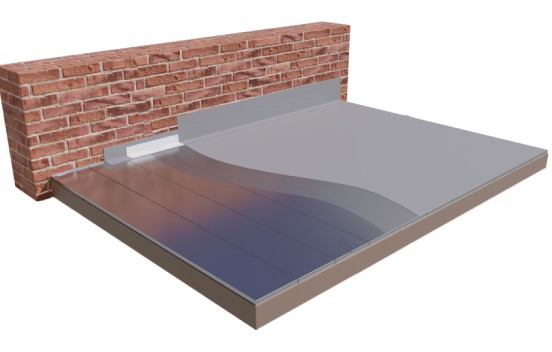
Двухкомпонентный полиуретановый тиксотропный клей. Применяется для производства и ремонта автомобильных фургонов, рефрижераторов, будок, холодильных камер, надстроек судов и яхт, а также для производства теплоизолирующий мобильных «сэндвич»-конструкций. Обеспечивает надежное вертикальное и горизонтальное склеивание субстратов: листовой и оцинкованной стали, анодированного алюминия, листовых ПВХ-, ПС-, ПА-, ПК- материалов, стеклопластика, ламината HPL, ППС (пенополистирол), пеностекла, стекло- и минеральной ваты, керамической плитки, дерева, фанеры, ДСП, ОСП , бетона и т.д.

Подходит для машинного нанесения
Пастообразная консистенция – пригоден для вертикального нанесения
Повышенная адгезия к оцинкованной стали
При нанесении шпателем зубцы клеевого шва не оплывают
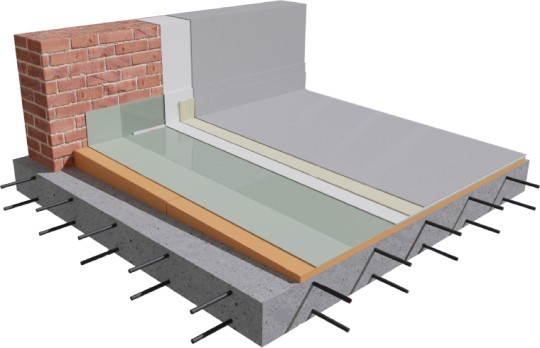
Образует прочный и эластичный, вибро-, водо-, термостойкий клеевой шов
Обладает гидроизолирующими свойствами

Открытое время клея, динамическая вязкость и время отверждения до технологической прочности (время прессования) зависят от рабочей температуры: повышение температуры способствует снижению вязкости и сокращению открытого времени и времени отверждения, и, наоборот, понижение температуры приводит к росту вязкости, открытого времени и времени отверждения.
Разработка и производство
Разработка уникальных
продуктов на заказ
Собственное экспериментальное производство — полная уверенность в наших продуктах!
Подробнее
Разработка и производство
Дилерская сеть
Блог








Напишите нам
Свяжитесь с нашим
специалистом

Напишите нам